FSQA Fundamentals: The Pillars You Must Cover
Standards and regulatory compliance
Align with EFSA, FDA, and regional rules to ensure products are safe and accurately labelled.
Hygiene and sanitation
Enforce and verify cleaning, handling, and equipment protocols to prevent contamination.
Packaging and labeling
Protect product integrity and ensure accurate products, nutrition, allergen info, and dates.
Ingredient quality and sourcing
Vet suppliers, verify incoming materials, and store correctly to maintain quality.
Process control and optimization
Monitor and control critical parameters like temperature and dwell time to achieve consistent outcomes.
Why Consistent Quality Control Is Still Hard
Even with strong standards, quality control in the food industry remains challenging as plants struggle to maintain consistency across shifts, lines, and products:
- Manual inspections introduce variability and fatigue-driven errors.
- Documentation gaps slow audits and undermine traceability.
- Labor constraints limit coverage and responsiveness.
- Scaling throughput exposes weaknesses in process control and training.
AI systems can inspect every product at line speed, detecting defects, foreign objects, and spec deviations without slowing production.
How AI-Powered Visual Inspection Elevates Quality Control in the Food Industry
Implementing AI-powered solutions represents the next evolution of quality control in the food industry.
1) Real-Time, Reliable Visual Inspection
AI systems can inspect every product at line speed, detecting defects, foreign objects, and spec deviations without slowing production. This shifts quality control in the food industry from sampling to 100% coverage and provides instant operator feedback for corrective action.
Visual inspection can detect product color variations, size inconsistencies, product defects, and spec deviations that might otherwise go unnoticed in high-speed production environments.
2) Foreign Object Detection
AI vision systems excel at identifying foreign bodies in food products, including plastic, metal fragments, bone chips, and other contaminants that pose safety risks. These systems can detect objects that traditional metal detectors or X-ray machines might miss, especially non-metallic materials.
3) Surface and Texture Analysis
Advanced vision systems enhance quality control in the food industry by analyzing product surfaces to identify issues like discoloration, bruising, or texture abnormalities. This ensures consistent visual appeal across production batches while flagging potential food safety concerns before products leave the facility.
4) Packaging and Labeling Verification
AI vision technology verifies packaging integrity, seal quality, and label accuracy. Systems can confirm that date codes are correct, allergen information is present, and barcodes are scannable – preventing costly recalls and compliance issues.
5) Yield Optimization and Waste Reduction
Visual inspection identifies opportunities to reduce over-trimming and product waste. By analyzing cut precision and portion consistency, these systems help optimize yield while maintaining quality standards.
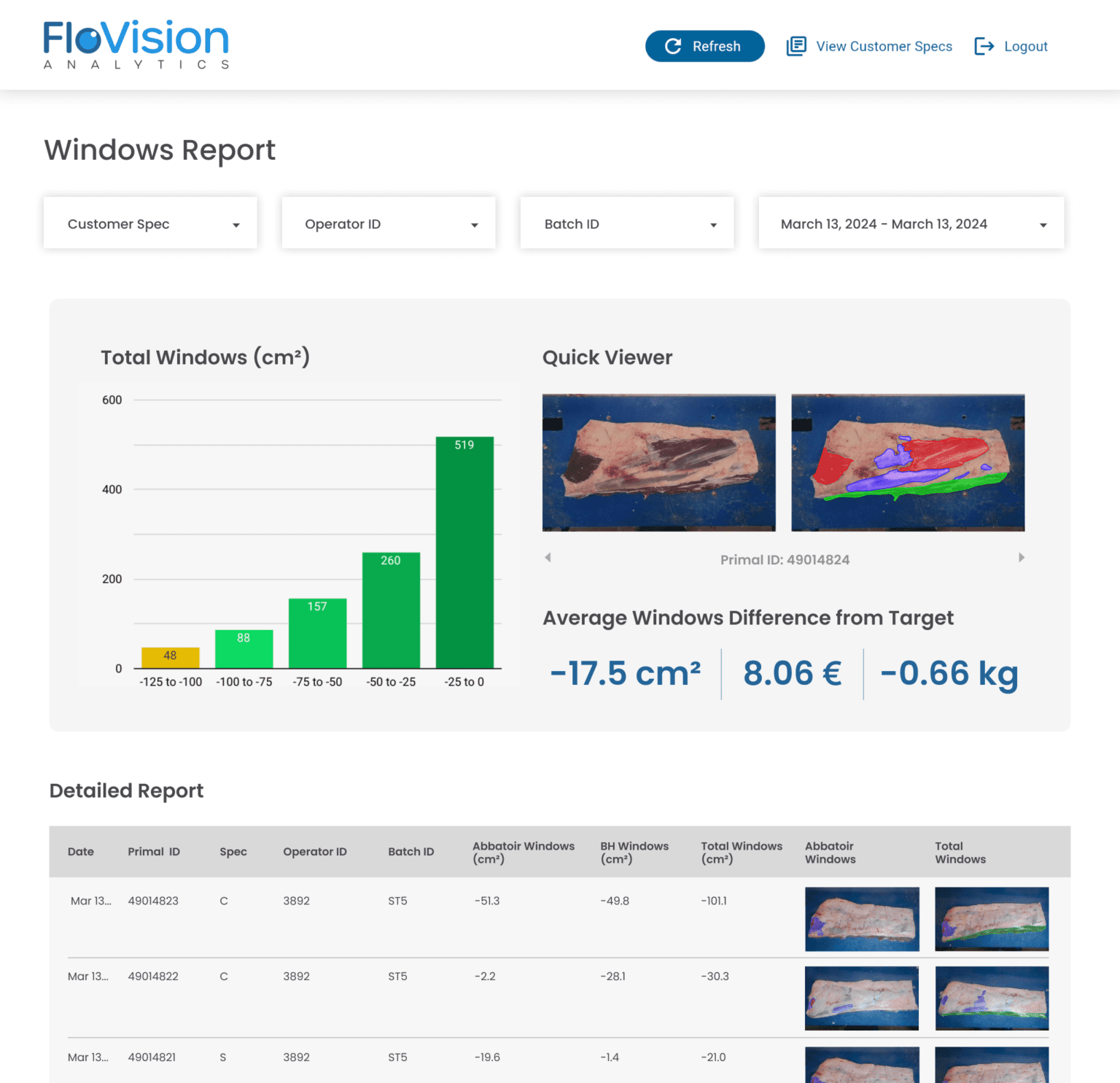
6) Compliance Documentation and Audit Readiness
Visual inspection systems automatically document quality checks with timestamped images and data, creating audit-ready records that demonstrate FSQA compliance. This digital trail reduces audit preparation time and strengthens verification processes.
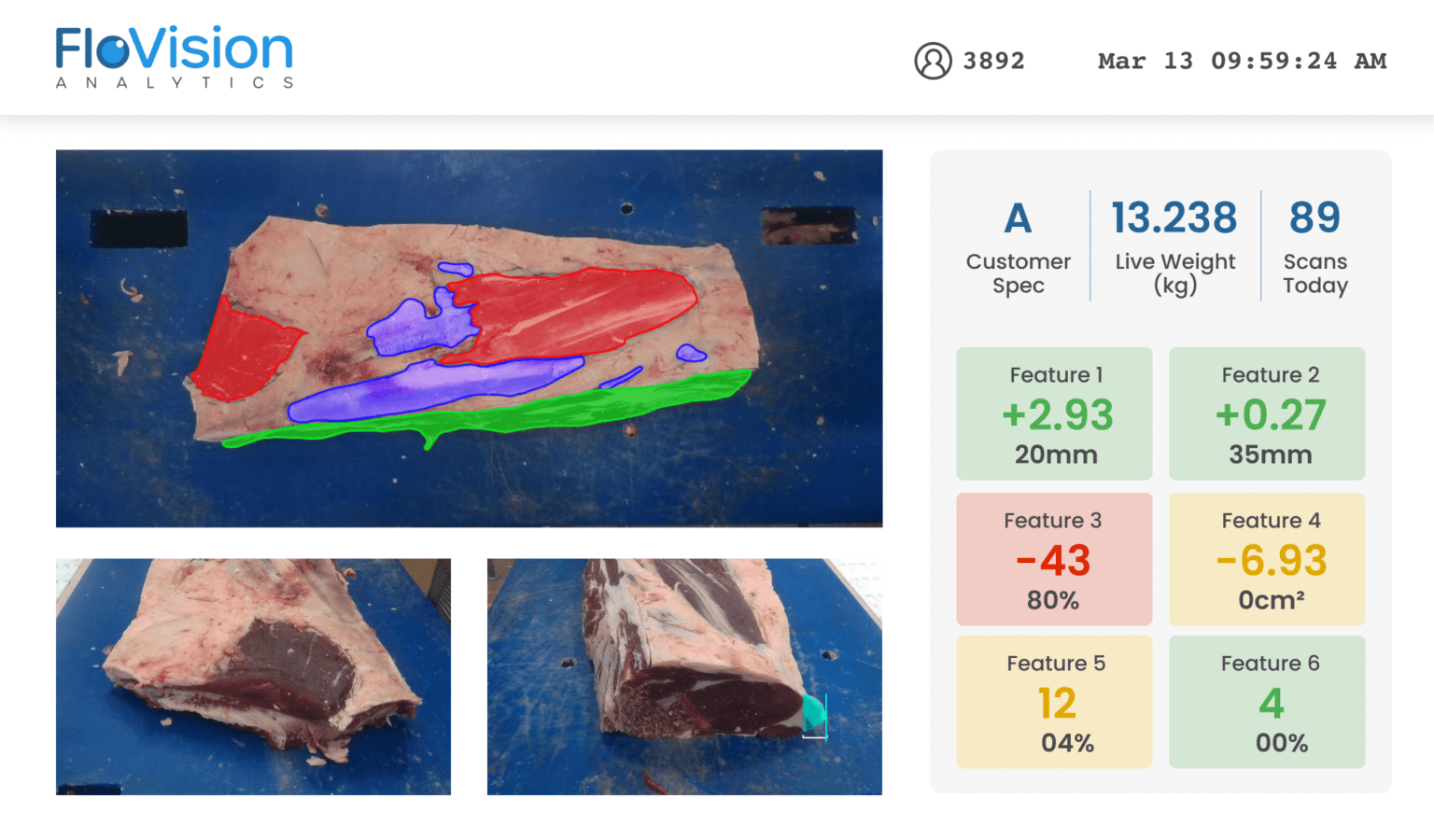
For example, FloVision Nano is designed for high-speed production lines and can accurately inspect up to 80 products per minute, ensuring complete coverage across all shifts and product batches. FloVision Pro, another AI quality control solution, monitors production stations and provides operators with real-time quality feedback.
Enabling Technologies: What Makes This Work
These technological innovations are reshaping quality control in the food industry, making it more precise and efficient.
- High-resolution cameras with specialized lighting for accurate food product imaging
- Machine learning algorithms trained on specific product defects and quality attributes
- Edge compute hardware designed for harsh food processing environments
- A central data layer that unifies visual inspection data with production metrics for comprehensive analysis

A Brief Case for Urgency
High-profile food safety incidents demonstrate why robust quality control in the food industry is critical, as failures quickly become public-health and business crises. Building AI-enabled visibility, traceability, and control helps plants prevent issues and respond faster when they occur.
From Compliance Burden to Competitive Advantage
AI strengthens every aspect of quality control in the food industry while freeing teams from manual, reactive work With continuous inspection, predictive insight, and automated documentation, plants can:
- Enforce consistent quality control across shifts
- Shorten audits with built-in traceability
- Improve yield and reduce waste
- Accelerate innovation without sacrificing safety
Solutions like FloVision Pro and FloVision Nano help you implement these improvements at both station and line levels, transforming FSQA from a compliance requirement into a powerful driver of performance.
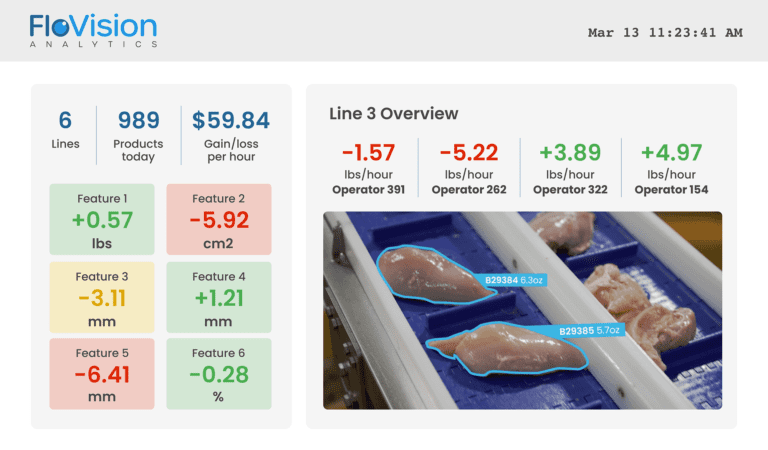
FLOVISION NANO
Compact AI sensor to measure yield and quality at production speed.